
تست رادیوگرافی جوش (rt)
دسته بندی
تست جوشتعداد ارائه دهنده ها
۱ ارائه دهندهتوضیحات قیمت
تست rt جوش یا تست رادیوگرافی از روش های غیرمخرب بررسی جوش است. هزینه تست رادیوگرافی جوش به نوع پرتو، کلاس فیلم، ضخامت و ... وابسته است. در برآورد هزینه ها باید هزینه مربوط به تفسیر فیلم پرتونگاری را نیز مدنظر قرار داد. به طور کلی با افزایش ضخامت و استفاده از پرتو X، هزینه تست جوش rt افزایش می یابد.استان
- تهران
- آذربایجان شرقی
- آذربایجان غربی
- اردبیل
- اصفهان
- البرز
- ایلام
- بوشهر
- چهارمحال و بختیاری
- خراسان جنوبی
- خراسان رضوی
- خراسان شمالی
- خوزستان
- زنجان
- سمنان
- سیستان و بلوچستان
- فارس
- قزوین
- قم
- کردستان
- کرمان
- کرمانشاه
- کهگیلویه و بویراحمد
- گلستان
- گیلان
- لرستان
- مازندران
- مرکزی
- هرمزگان
- همدان
- یزد
- قشم
- کیش
خدمات مرتبط در عمران مدرن
 اجرای اسکلت فلزی (فولادی)
اجرای اسکلت فلزی (فولادی) ساخت سوله
ساخت سوله تست های رایج مقاوم سازی
تست های رایج مقاوم سازی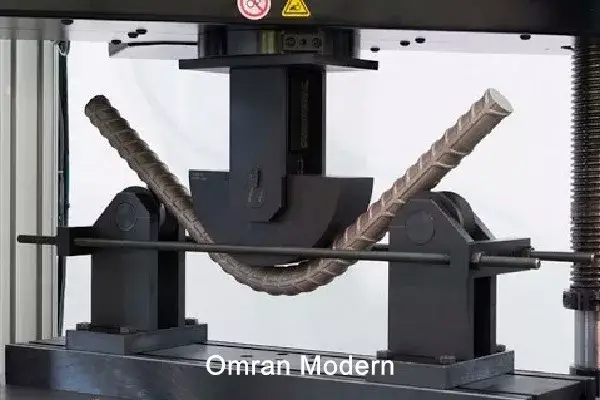 تست میلگرد و قطعات فولادی
تست میلگرد و قطعات فولادی
تست رادیوگرافی جوش (RT)
| فروشنده | شماره تماس | محل | قیمت(تومان) | |
|---|---|---|---|---|
 عمران مدرن | ۵ | تهران | تماس بگیرید |
معرفی کالا
نظرات کاربران
تست rt جوش (رادیوگرافی)
تست rt یا تست رادیوگرافی جوش یکی از شیوه های بازرسی غیر مخرب جوش (NDT) می باشد. معمولا از تست rt جوش که مخفف عبارت Radiographic Test است برای مخازن تحت فشار ، تست رادیوگرافی جوش لوله و مکان هایی که در آن سیال وجود دارد، استفاده می شود. در واقع از تست جوش rt با استفاده از تشعشعات الکترومغناطیس با طول موج کوتاه مانند پرتو X و پرتو گاما یا استفاده از تشعشعات ذرات آلفا و بتا برای ردیابی عیوب داخلی قطعات جوش بهره می گیرند.

هزینه تست رادیوگرافی جوش
امروزه در صنعت ایران و جهان ، تست rt جوش روشی بسیار مستند و قابل اعتماد، برای حفظ قطعات مهم از تخریب به شمار می رود. اما هزینه تست رادیوگرافی جوش در مقایسه با سایر روش های بازرسی غیر مخرب جوش (NDT) به سبب تجهیزات ، فضای آزمایش و رعایت ایمنی ، بیش تر است. هزینه تست جوش rt به نوع پرتو، کلاس فیلم، ضخامت و ... وابسته است. در برآورد هزینه ها باید هزینه مربوط به تفسیر فیلم پرتونگاری را نیز مدنظر قرار داد. به طور کلی با افزایش ضخامت و استفاده از پرتو X، هزینه تست rt جوش افزایش می یابد.
آزمایشگاه های تست rt جوش
حدود صلاحیت و ظرفیت اشتغال به کار آزمایشگاه های مختلف جوش بر اساس پایه پروانه اشتغال به کار اعضای هیات مدیره و شاغلین تعیین می شود. پروانه اشتغال آزمایشگاه های تست رادیوگرافی جوش به صورت پایه سه ، دو ، یک و ارشد صادر می گردد. انتخاب آزمایشگاه مناسب برای انجام تست rt جوش بسیار حائز اهمیت است.
کاربرد تست جوش rt
در میان روش های مختلف بازرسی غیر مخرب جوش NDT ، تست رادیوگرافی جوش بیش ترین کاربرد را برای شناسایی عیوب داخلی مانند تخلخل ها و حفره ها دارد. لازم به ذکر است با جهت گیری و تجربه مناسب، عیوب صفحه ای نیز توسط تست rt جوش قابل شناسایی است.
از تست rt با اشعه ایکس برای تست جوش مواد فلزی ، غیر فلزی و کامپوزیت ها یا به طور کلی مواد نازک تر و دارای تراکم کمتر استفاده می گردد. همچنین از تست رادیوگرافی با اشعه گاما نیز عموما برای مواد ضخیم و متراکم تر با چگالی بالا استفاده می شود. تست جوش rt برای تمامی اشکال و فرم ها اعم از ریختهگری ، جوش ، قطعات الکترونیکی ، صنایع هوایی ، دریایی ، خودروسازی و ... استفاده می گردد.
از تست رادیوگرافی جوش صنعتی برای شناسایی تغییرات ترکیب مواد ، اندازه گیری ضخامت ، تعیین موقعیت قطعات معیوب غیرقابل رویت دستگاه ها، استفاده می شود. تست رادیوگرافی جوش صنعتی بیش از ۴۰ سال است که به طور مداوم و یکنواخت در حال توسعه است. چراکه تنها با تست rt جوش و آزمایش فراصوتی می توان عیوب را در هر کجا از حجم قطعات سنگین و بزرگ تشخیص داد.

اساس کار تست rt
تست rt فلزات عموما توسط امواج ایکس و گاما صورت می گیرد. زیرا این امواج الکترومغناطیسی با طول موج کوتاهی که دارند، قادرند از ضخامت های قابل توجهی از فلز عبور کنند. تابش گاما ممکن است ناشی از متلاشی شدن هسته اتم مواد رادیواکتیو طبیعی و یا ایزوتوپ های رادیواکتیو مانند کبالت باشد. گرچه تابش های گاما عموما نافذتر از امواج ایکس هستند، اما حساسیت تابش گاما از محدودیت های کار با آن محسوب می شود. طبیعتا به هیچ طریقی نمی توان چشمه تابش گاما را بنا به ضخامت های مختلف قطعه جوش تنظیم نمود. لذا در تست rt جوش به زمان تابش طولانی تر در مقایسه با استفاده از امواج ایکس نیاز است.
همانطور که که بیان شد، در تست جوش rt متداول، پرتوی X یا گاما به جسم تابانده می شود و بخشی از پرتو که جذب جسم نشده است به صفحه فیلم برخورد می کند. پرتوی جذب نشده در معرض امولسیون قرار می گیرد. حال با ظاهر نمودن فیلم ، یک تصویر دو بعدی به صورت سایه از جسم بدست می آید. مناطقی از قطعه کار، که جذب کم تری داشته و یا نفوذ پرتو بیش تر است، تصویر سیاه تری بر روی فیلم ایجاد می نمایند و مناطقی که جذب پرتوی بیش تری دارند، تصویر روشن تری بر روی فیلم ایجاد می کنند.

به عبارتی در تست rt جوش اختلاف در چگالی ، ضخامت یا ترکیب نمونه مورد آزمایش سبب تغییر در میزان جذب پرتو شده و در نتیجه چگالی تصویر به وجود آمده تغییر می کند. ارزیابی فیلم رادیوگرافی نیز در تست جوش rt بر مبنای مقایسه بین اختلاف چگالی تصویر با مشخصه های معلوم از جسم یا در اثر حضور عیوب در آن انجام می شود. بنابراین برای انجام تست رادیوگرافی جوش ، برخلاف تست مایع نافذ PT نیازی به تمیزکاری سطحی وجود ندارد.
در تست rt جوش با پروتون ، هنگامی که یک دسته باریک از پروتون از داخل ماده عبور می کند، بیشترین تضعیف، زمانی رخ می دهد که حدود ۹۰ درصد مسافت طی شده باشد. حال از این موضوع در اندازه گیری تغییرات ضخامت در محدوده ۰٫۰۵ درصد استفاده می شود تا عیوب درونی شناسایی شود. منبع تامین پروتون تست جوش rt در اغلب موارد یک سیکلوترون است.
در تست رادیوگرافی جوش نوترونی ، یک پرتو شدید نوترون کم انرژی به عنوان یک واسطه نافذ به جای اشعه گاما یا اشعه ایکس مورد استفاده قرار می گیرد. پرتو نوترون که در اکثر مواد فلزی نفوذ می کند، توسط بتاترون که یک شتاب دهنده خطی است، تولید می شود و قطعات را بهصورت شفاف نمایش می دهد.
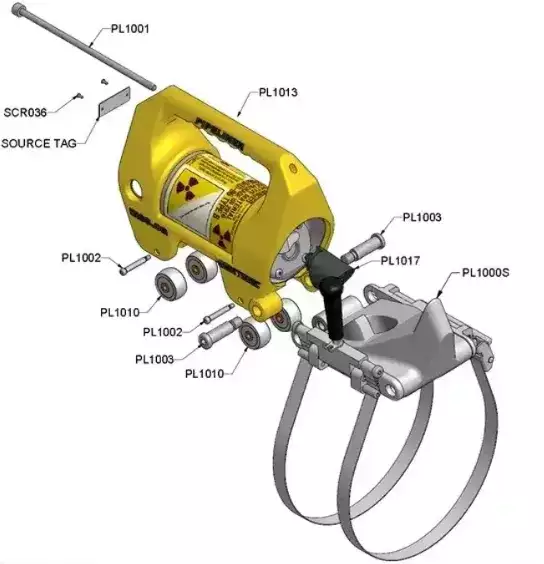
تجهیزات تست رادیوگرافی جوش
مهم ترین تجهیزات مورد نیاز جهت انجام تست جوش rt شامل تیوب پرتو X ، نفوذ سنج ، فیلم های صنعتی پرتو X و نمایشگر فیلم است. در ادامه به معرفی تجهیزات مورد نیاز برای انجام تست rt پرداخته شده است.

تیوب پرتو X تست rt
در روش های معمول تست رادیوگرافی جوش ، منبع پرتو یک تیوب پرتو X است که شامل منبعی از الکترون ها، یک پتانسیل شتاب دهنده و یک عنصر سنگین به عنوان هدف است. این تیوب ها، هم به صورت پر شده از گاز و هم تحت خلاء موجود هستند. الکترون های شتاب داده شده به این هدف برخورد نموده تا پرتو های X تولید شوند.
امروزه پیشرفت ها بیش تر بر روی خواص الکتریکی و الکترونیکی متمرکز شده است. دستگاه های تست جوش rt با جایگزینی عایق روغن به وسیله گاز هگزا فلوئورید گوگرد ، سبک تر شده و قابل حمل گردیده اند. همچنین عمر این تیوب ها با جایگزین شدن تیوب های سرامیکی – فلزی به جای تیوب های شیشه ای، افزایش یافته است. مولدهای پیشرفته پرتوی X در ولتاژی تا ۴۵۰ کیلوولت و جریان آمپر ۱۵ میلی آمپر کار می کنند. تیوب های صنعتی تست rt جوش لازم است قابلیت کار به صورت پیوسته برای زمان های نامحدود و تحت بارهای سنگین را داشته باشند.

نفوذ سنج تست جوش rt
نفوذسنج های مناسبی برای ارزیابی کیفیت و حساسیت فیلم های رادیوگرافی در تست رادیوگرافی جوش طراحی شده اند. کیفیت رادیوگرافی جوش بر اساس میزان جزئیات قابل تشخیص از تصویر و شاخص کیفیت تصویر بیان می شود. نفوذ سنج های مورد استفاده در صنعت به صورت صفحه ای و سیمی هستند که کاربرد گسترده ای دارند. در نفوذ سنج های سیمی تست جوش rt ، سیم ها به صورت منظم از قطر ۰.۱ تا ۳.۲ میلی متر و با طول های مشابه قرار گرفته اند. جنس سیم نیز حتما باید منطبق با قطعه مورد آزمایش در تست rt جوش انتخاب شود.
فیلم های صنعتی پرتو X تست rt
در حالت کلی فیلم تست رادیوگرافی جوش شامل یک لایه ژلاتینی است که بر روی یک ترکیب نقره ای حساس به تشعشع قرار گرفته و کل آن بر روی یک صفحه شفاف قرار دارد. حضور ترکیب نقره ای حساس به تابش در دو طرف صفحه ، سبب افزایش سرعت می گردد. در مواردی که در تست rt جزئیات بیش تری برای نمایش مد نظر باشد، از ترکیب نقره ای در یک طرف صفحه استفاده می شود. هنگامی که یک فیلم در محلول شیمیایی ظهور قرار می گیرد، واکنشی بین فیلم و ماده ظهور رخ داده و نقره فلزی سیاه به وجود می آید.
این نقره در ژلاتین در دو طرف صفحه به صورت معلق وجود دارد که سبب ایجاد تصویری از جسم می شود. انتخاب فیلم تست رادیوگرافی جوش وابسته به ضخامت ، جنس نمونه مورد آزمایش و دامنه ولتاژ دستگاه پرتو X است. به علاوه عواملی مانند کیفیت بالای رادیوگرافی جوش یا زمان تابش کوتاه نیز موثر هستند. معمولا فیلم های تست جوش rt از چند بخش تشکیل شده اند:
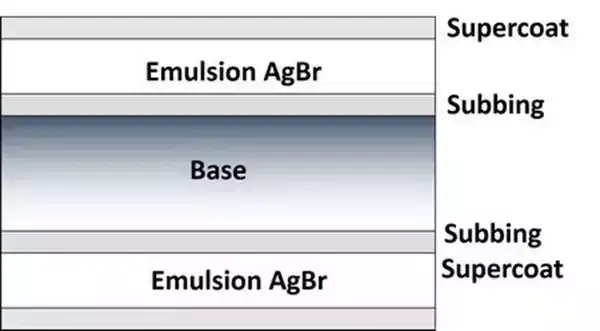
Base در تست جوش rt
این بخش در واقع بخش پایه ای یک فیلم رادیوگرافی جوش است که از جنس پلی استر ساخته شده است. این بخش از فیلم تست rt حتما لازم است از نظر شیمیایی واکنش نداده و خنثی باشد. همچنین باید شفاف بوده تا نور مرئی بتواند عبور کند.
Subbing در تست رادیوگرافی جوش
لایه Subbing در تست rt جوش یک لایه چسبنده می باشد که لایه بعدی را به Base وصل می کند.
Emulsion در تست rt
لایه Emulsion از هالیدهای نقره تشکیل شده و وظیفه واکنش دادن با مایع ظهور در تست جوش rt بر عهده این لایه می باشد.
Super Coat در تست rt جوش
لایه Super Coat در تست rt نقش جلوگیری از ایجاد خط و خش و آلودگی بر روی فیلم را بر عهده دارد.
نمایشگر فیلم تست جوش rt
از آن جا که ممکن است اطلاعات موجود بر روی فیلم تست رادیوگرافی جوش به دلیل چگالی بالای فیلم و یا روشنایی کم به طور کامل حاصل نشوند، لذا فراهم نمودن شرایط مناسب برای دیدن فیلم و غلبه بر این مشکل ضروری است. براساس پیشنهاد انجمن بین المللی جوش ، روشنایی فیلم رادیوگرافی جوش نباید کم تر از ۳۰ و بیش تر از ۱۰۰ کاندلا بر متر مربع باشد.

مزایای تست rt
- در اختیار داشتن یک سند دائمی از نتایج تست جوش (فیلم ظاهر شده تست رادیوگرافی جوش) کمک شایانی به بازرسان می کند.
- قابلیت استفاده از تست جوش rt برای همه مواد وجود دارد.
- عدم نیاز به جریان برق هنگام استفاده از پرتو گاما ، قابلیت پرتابل بودن رادیوگرافی جوش را افزایش داده است.
- دقت بالا در آشکار سازی عیوب حجمی (داخلی) مانند حفرات گازی و سرباره حبس شده در تست rt جوش وجود دارد.
- توانایی تست اجزای مونتاژ شده وجود دارد.
- در تست رادیوگرافی جوش امکان اندازه گیری ابعاد و زوایای داخل نمونه جوش بدون برش وجود دارد.

معایب تست رادیوگرافی جوش RT
- در مقایسه با سایر روش های NDT ، تست رادیوگرافی جوش (RT) هزینه بالایی دارد.
- تست قطعات با ضخامت بالا، یک فرآیند بسیار وقت گیر بوده و نیاز به منبع رادیواکتیو (چشمه) بسیار قوی و حفاظ مناسب می باشد.
- در تست جوش rt ، ترک های کوچک را در مقاطع ضخیم حتی زمانی که به درستی در جهت تابش باشند، اغلب قابلیت شناسایی ندارند.
- عیوب تورق (Laminations) به سبب جهت گیری نامناسب در تست rt جوش ، قابل تشخیص نمی باشد. زیرا جذب اشعه توسط تورق به حدی نیست که با محیط اطراف اختلاف بوجود آورد.
- یکی دیگر از معایب تست جوش rt این است که مقدار زیادی از اشعه ایکس یا اشعه گاما می تواند به سلول های پوست و خون آسیب رسانده و یا موجب نابینایی ، نازایی ، معلولیت شدید و یا مرگ شود. به همین دلیل بحث رعایت اصول ایمنی در تست رادیوگرافی جوش و حفاظت از پرسنل از اهمیت عمده ای برخوردار است. اما الزامات ایمنی با اعمال محدودیت های اقتصادی ، عملیاتی ، زمانی و محیطی در استفاده از رادیوگرافی جوش برای تست rt جوش همراه است.
تست رادیوگرافی جوش لوله
یکی از کاربردهای تست rt انجام آن به عنوان تست رادیوگرافی جوش لوله می باشد. لوله های انتقال سیالات و گاز از مهم ترین آیتم ها در صنعت یک کشور می باشند. استحکام و مقاومت آنها بسیار حائز اهمیت می باشد. بسیاری از این لوله ها به کمک جوش به یکدیگر متصل می شوند. تست رادیوگرافی جوش لوله معیاری برای سنجش عیوب جوش می باشد.

امتیاز این مطلب:
امتیاز ۴.۰ از ۵ - از مجموع ۳ رای
نظرات کاربران

امیر علی زنجانی
چرا هزینه تست رادیوگرافی جوش (RT)در مقایسه با سایر روش های بازرسی غیر مخرب جوش (NDT) بیشتره؟