
 بازدید رایگان
بازدید رایگان سابقه کار
سابقه کار گواهی مهارت
گواهی مهارت- تضمین کیفیت
- زمانبندی دقیق
- مشاوره با مهندسان ارشد

 بازدید رایگان
بازدید رایگان سابقه کار
سابقه کار گواهی مهارت
گواهی مهارت بازدید رایگانسابقه کارگواهی مهارت
بازدید رایگانسابقه کارگواهی مهارت بازدید رایگانسابقه کارگواهی مهارت
بازدید رایگانسابقه کارگواهی مهارت بازدید رایگانسابقه کارگواهی مهارت
بازدید رایگانسابقه کارگواهی مهارت بازدید رایگانسابقه کارگواهی مهارت
بازدید رایگانسابقه کارگواهی مهارت بازدید رایگانسابقه کارگواهی مهارت
بازدید رایگانسابقه کارگواهی مهارت بازدید رایگانسابقه کارگواهی مهارت
بازدید رایگانسابقه کارگواهی مهارتتست mt جوش
تست mt به عنوان یکی از تست های غیر مخرب جوش برای تشخیص ناپیوستگی های سطحی و زیر سطحی در مواد آهنی یا فرومغناطیس به کار گرفته می شود. تست mt جوش ، شامل استفاده از میدان مغناطیسی خارجی و یا استفاده از جریان الکتریکی که شار مغناطیسی در مواد تولید می کند، می شود. همچنین ذرات قابل مشاهده آهنی که بر روی سطح آزمایش اسپری یا پاشیده می شوند نیز نقشی اساسی در تست جوش mt ایفا می کنند.

آزمایش mt ، که یکی از تست های غیر مخرب جوش است، با اعمال جریان مغناطیسی عیوب قطعه را مشخص می کند. به طوری که در این آزمایش یک جریان الکتریکی بسیار قوی که تولید کننده میدان مغناطیسی است به منطقه جوش اعمال می شود. در اثر این عمل، قطعه خاصیت آهن ربایی پیدا می کند. پس از آن جهت تشخیص ناپیوستگی های سطحی و زیر سطحی ، ذرات و پودر های ریز فلزی بر روی سطح قطعه پاشیده می شود. در نهایت این ذرات در اطراف عیوب تجمع کرده و بدین ترتیب مکان عیب شناسایی می شود.
هزینه تست mt
روش تست mt دارای مزایای فراوان و معایب اندکی است. به طور کلی این روش یکی از بهترین و قابل اطمینان ترین روش های صنعتی برای بررسی ترک های سطحی ، مخصوصا ترک های ریز و کم عمق است. آماده سازی نمونه برای آزمایش mt و همچنین تفسیر نشانه ها بسیار آسان است و تقریبا هیچ محدودیتی از لحاظ اندازه و شکل قطعات برای انجام تست وجود ندارد. همچنین برخلاف روش مایع نافذ ، ذرات مغناطیسی قادر به شناسایی عیوب زیر سطحی تا عمق تقریبا ۶.۳۵ میلی متر است. بنابراین هزینه تست mt جوش در مقایسه با کاربرد و مزایای آن به نسبت سایر تست های غیر مخرب جوش بسیار اقتصادی است.

تست mt
هنگامی که یک ماده فرومغناطیس تحت میدان مغناطیسی قرار می گیرد، مغناطیسی شده و ناپیوستگی ها و عیوبی که خطوط میدان مغناطیسی را به صورت عرضی قطع می کنند، سبب ایجاد یک نشت در میدان اطراف خود می شود. هنگامی که ذرات بسیار ریز از پودر فرومغناطیس بر روی سطح پاشیده می شوند، مقداری از این ذرات به دلیل نشتی میدان به وجود آمده ناشی از عیوب، دور هم تجمع می کنند. تجمع این ذرات نشان دهنده موقعیت عیب است. ضمن اینکه شکل و مقدار ناپیوستگی نیز با تست mt مشخص می شود.

کاربرد تست mt جوش
در تست mt ، جوش به وسیله یک یا چند میدان مغناطیسی در نزدیکی سطح، مورد تست قرار می گیرد. آزمایش mt فقط در اجسامی که قابل مغناطیس شدن هستند (مانند فولاد و آهن)، کاربرد داشته و ترک ، شکاف و ناپیوستگی سطحی آن ها را مشخص می کند. هدف تست جوش mt ، پیدا کردن عیوب سطحی جوش و منطقه متاثر از حرارت (H.A.Z) ، عیوب زیر سطحی شامل ترک ها، سوراخ های راه یافته به سطح جوش و در نزدیکی سطح می باشد.

مراحل تست جوش mt
تست mt جوش دارای مراحل مختلفی است که لازم است با دقت انجام گردد. به طور کلی انجام آزمایش mt را می توان به چهار مرحله دسته بندی کرد. در ادامه به معرفی این مراحل پرداخته شده است.
مرحله اول آزمایش mt
ابتدا سطح مورد تست را تمیز نموده، سپس با استفاده از تمیز کننده شیمیایی سایر مواد موجود در سطح جوش ، به صورت کامل پاک می گردد.
مرحله دوم تست mt جوش
در این مرحله از تست جوش mt ، سطح فلز و اطراف آن با یک رنگ سفید به صورت کامل پوشانده می شود.

مرحله سوم آزمایش mt
در این گام از تست mt جوش میدان مغناطیسی تولید شده به صورت عمودی یا موازی در دو طرف فلز جوش قرار داده می شود. در حالت عمود عیوب یا ترک های طولی و در حالت موازی عیوب یا ترک های عرضی قابل رویت است. عیوب طولی و عیوب عرضی با توجه به پروسه جوشکاری و شرایط فیزیکی آن در فلز پایه و فلز جوش قابل تولید می باشد.

مرحله چهارم تست mt
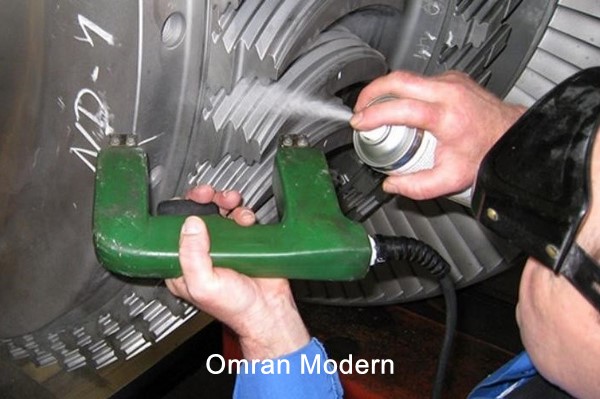
در این گام از آزمایش mt ضمن برقراری میدان مغناطیسی ، سطوح قرار گرفته در میدان مغناطیسی با ذرات آهن بسیار ریز و ترجیحا مخلوط در مایع (سوسپانسیون)، آغشته می شود. به دلیل شکست میدان در مواضع معیوب، در این مناطق میدان تقویت شده و ذرات آهن به سمت منطقه معیوب جذب شده و به صورت یک نقطه یا خط تیره قابل رویت می گردد.

تجهیزات تست جوش MT
تست جوش mt دارای اجزای مختلفی است. دستگه یوک و دستگاه پراد از جمله این تجهیزات می باشند. در ادامه تجهیزات مورد نیاز برای انجام آزمایش mt معرفی شده اند.
دستگاه یوک تست mt
در تست mt جوش به منظور تولید جریان مغناطیسی طولی می توان از یوک استفاده نمود. یوک یک آهنربای الکتریکی است که از یک هسته مغناطیسی و یک سیم پیچ که دور آن پیچیده شده، تشکیل شده است. زمانی که جریان از سیم پیچ عبور می کند، یک میدان مغناطیسی خطی بین پایه های یوک ایجاد می نماید.
با قرار دادن دو پایه یوک در دو طرف بستر جوش و استفاده از جریان مستقیم می توان قابلیت پیدا کردن عیوب زیر سطحی که در جوش های سر به سر و بین ورق های نسبتا نازک به وجود می آیند را افزایش داد. به دلیل عدم نشت شار مغناطیسی که در حالت معمولی از دو پایه یوک صادر می شود، نتایج قابل قبولی در ردیابی عیوب زیر سطحی به دست می آید.

دستگاه پراد تست جوش mt
برای شناسایی عیوب زیر سطحی مثل ناخالصی های جوش ، حفره های گازی و عدم نفوذ در ریشه جوش ، روش پراد همراه با جریان متناوب، مستقیم یا جریان نیم موج ، بهترین روش است. برای پیدا کردن عیوب طولی در تست mt ، پایه های پراد کنار جوش قرار می گیرند و برای پیدا کردن عیوب عرضی ، پایه های پراد در دو طرف جوش قرار می گیرند. در مواردی که نگه داشتن اتصال پراد در آزمایش mt برای دست خسته کننده باشد، پراد را که دارای گیره های مغناطیسی است، به صورت مغناطیسی بر روی سطح قطعه نگاه می دارند.

ذرات مغناطیسی مورد استفاده در تست mt
ذرات مغناطیسی مورد استفاده در تست mt بسیار ریز بوده و به منظور سهولت مشاهده آن ها بر روی قطعه جوش به صورت رنگی ساخته می شوند. رنگ این مواد اغلب خاکستری ، سفید ، قرمز ، زرد ، آبی و یا مشکی است. در آزمایش mt به این مواد، ذرات مرئی گفته می شود. یعنی علائم این مواد، زیر نور مرئی قابل مشاهده هستند. ذرات مغناطیسی ممکن است آغشته به مواد فلوئورسنت نیز باشند که در این صورت علائم، زیر نور ماوراءبنفش قابل مشاهده خواهند بود. حساسیت تست جوش MT با ذرات فلوئورسنت بیشتر از ذرات مرئی است. نحوه اعمال ذرات مغناطیسی بر روی قطعه جوش به دو صورت است:

روش تر تست جوش mt
در روش تر می توان ذرات مغناطیسی را در یک مایع مخلوط کرده و بر روی قطعه جوش پخش نمود و یا اینکه قطعه جوش را در این مایع فرو برد.
روش خشک آزمایش mt
در برخی کاربردها تحت عنوان روش خشک، ذرات مغناطیسی را به صورت پودر ریز مانند گرد بر روی قطعه جوش پاشیده می شود.

انواع روش های مغناطیسی کردن در تست mt جوش
در تست mt جوش ، با توجه به قابلیت نگهداری میدان مغناطیسی قطعه جوش، ممکن است محیط مغناطیسی یا در هنگام اعمال جریان مغناطیس کننده یا بعد از قطع جریان مغناطیس کننده ، بر روی قطعه اعمال شود. روش اول به روش پیوسته و روش دوم به روش ناپیوسته یا پسماند شهرت دارد. روش ناپیوسته، فقط بر روی موادی که قابلیت نگهداری بالایی دارند اعمال می شود. معمولا هر چقدر ماده سخت تر باشد، قابلیت نگهداری میدان نیز بیشتر می شود.
در مورد فولادهای کم کربن یا آهن که قابلیت نگهداری پایینی دارند یا اصلا قابلیت نگهداری ندارند برای انجام تست جوش mt فقط از روش پیوسته و در اغلب اوقات از جریان متناوب به خاطر ایجاد تحرک بالا در ذرات مغناطیسی استفاده می شود.

جریان مغناطیس کننده آزمایش mt
هم جریان مستقیم و هم جریان متناوب برای مغناطیس کردن قطعات مناسب هستند. قدرت، جهت و توزیع میدان مغناطیسی به نوع جریانی که برای مغناطیسی کردن از آن استفاده شده است، بستگی دارد. در تست mt جوش معمولا میدانی که توسط جریان مستقیم به وجود می آید در داخل قطعه نفوذ می کند. در حالی که میدانی که در اثر جریان متناوب ایجاد می شود فقط محدود به سطح یا نزدیک سطح قطعه جوش می شود که معمولا به عنوان اثر سطحی شناخته می شود. بنابراین برای پیدا کردن عیوب زیر سطحی نباید از جریان متناوب استفاده شود.
مناسب ترین منبع برای جریان مستقیم در تست جوش mt ، جریان یک سو شده متناوب می باشد. جریان متناوب تک فاز و سه فاز به صورت تجاری تولید می شود. همچنین وقتی که جریان متناوب به صورت مستقیم برای مغناطیسی کردن استفاده می شود، لازم است که به صورت تک فاز باشد.

مزایا تست mt جوش
- دقت و قابلیت اطمینان تست mt
- کارکرد آسان آزمایش mt
- ظهور مستقیم آثار بر روی سطح جوش
- آموزش آسان برای بازرسان جوش
- عدم محدودیت تست جوش mt از لحاظ اندازه و شکل قطعات جوش
- شناسایی عیوب پرشده جوش توسط مواد خارجی
- ارائه اطلاعاتی در مورد عمق ترک های جوش
- سرعت بالا تست جوش MT در شناسایی ناپیوستگی های جوش
- کم هزینه بودن تست mt
- انجام تست جوش mt باوجود روکش رنگی یا روکش غیرمغناطیسی ، نظیر آبکاری
- امکان انجام تست mt جوش بر روی سطوح داغ با استفاده از پودر خشک

معایب تست mt
- آزمایش mt صرفا در مواد فرومغناطیس کاربرد دارد.
- تست جوش mt صرفا برای شناسایی عیوب سطحی و نزدیک سطح جوش امکان پذیر است.
- برخی قطعات جوش در تست mt به چندین مرحله تست نیاز دارد.
- مغناطیسی کردن قطعات تست mt جوش به صورت دستی انجام می گیرد.
- تست جوش MT به جریان قابل توجه برای تست قطعات آهنگری و ریخته گری نیاز دارد.
- در تست mt به هم ترازی میدان مغناطیسی و مغناطیس زدایی پس از تست نیاز است.
کاربرد بازرسی جوش MT
در بازرسی ذرات مغناطیسی ، جوش به وسیله یک یا چند میدان مغناطیسی در نزدیکی سطح، مورد بازرسی قرار می گیرد. بازرسی جوش MT فقط در اجسامی که قابل مغناطیس شدن هستند (مانند فولاد و آهن)، کاربرد داشته و ترک ، شکاف و ناپیوستگی سطحی آن ها را مشخص می کند. هدف تست mt ، پیدا کردن عیوب سطحی جوش و منطقه متاثر از حرارت (H.A.Z) ، عیوب زیر سطحی شامل ترک ها و سوراخ های راه یافته به سطح قطعه و در نزدیکی سطح می باشد.

آزمایشگاه های بازرسی جوش MT
حدود صلاحیت و ظرفیت اشتغال به کار آزمایشگاه های مختلف جوش بر اساس پایه پروانه اشتغال به کار اعضای هیات مدیره و شاغلین تعیین می شود. پروانه اشتغال آزمایشگاه های بازرسی جوش MT به صورت پایه سه ، دو ، یک و ارشد صادر می گردد.
