تست التراسونیک جوش (ut)
دسته بندی
تست جوشتعداد ارائه دهنده ها
۱ ارائه دهندهتوضیحات

 بازدید رایگان
بازدید رایگان سابقه کار
سابقه کار گواهی مهارت
گواهی مهارت- تضمین کیفیت
- زمانبندی دقیق
- مشاوره با مهندسان ارشد

 بازدید رایگان
بازدید رایگان سابقه کار
سابقه کار گواهی مهارت
گواهی مهارت بازدید رایگانسابقه کارگواهی مهارت
بازدید رایگانسابقه کارگواهی مهارت بازدید رایگانسابقه کارگواهی مهارت
بازدید رایگانسابقه کارگواهی مهارت بازدید رایگانسابقه کارگواهی مهارت
بازدید رایگانسابقه کارگواهی مهارت بازدید رایگانسابقه کارگواهی مهارت
بازدید رایگانسابقه کارگواهی مهارت بازدید رایگانسابقه کارگواهی مهارت
بازدید رایگانسابقه کارگواهی مهارت بازدید رایگانسابقه کارگواهی مهارت
بازدید رایگانسابقه کارگواهی مهارتتست ut جوش (التراسونیک)
تست ut جوش یا تست التراسونیک جوش یکی از تست های غیر مخرب می باشد که عمدتا جهت تشخیص عیوب داخلی جوش استفاده می گردد. محدوده شنوایی انسان، امواج صوتی با فرکانس بین ۲۰ هرتز تا ۲۰ کیلوهرتز بوده و این در صورتی است که فرکانس مورد استفاده در تست فلزات ، سرامیک ها، شیشه ، کامپوزیت و دیگر مواد مهندسی در آزمایش التراسونیک جوش بین ۵ تا ۲۵ مگاهرتز می باشد.

در تست جوش ut ، امواج فراصوتی توسط یک ترنسدیوسر (مولد صوتی) وارد قطعه جوش تحت تست شده و در صورت برخورد عمود با ناپیوستگی های داخلی ، بخشی از انرژی آن به سمت مولد صوتی بازتاب می گردد.
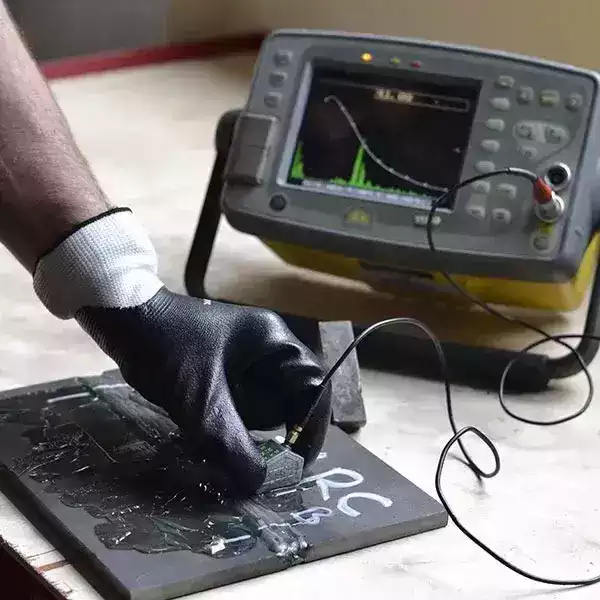
امواج بازتاب شده در تست التراسونیک جوش ، توسط مولد صوتی دریافت شده و به پالس های الکتریکی تبدیل می گردد و نهایتا بر روی صفحه نمایش A-Scan ، یک سیگنال عمودی ظاهر می گردد. اپراتور با توجه به موقعیت سیگنال بر روی محور افقی صفحه ، ارتفاع و شکل ظاهری به اطلاعات مختلفی از جمله مکان ، عمق ، نوع و ابعاد ناپیوستگی پی می برد.

هزینه تست ut جوش
امروزه تست آلتراسونیک به دلیل قدرت نفوذ بالای امواج فراصوتی ، حساسیت بالای تجهیزات مربوط به آن، هزینه های نسبتا پایین و سرعت عمل مناسب در کنترل کیفیت محصولات فرآیند های تولید مانند ریخته گری ، نورد و فورجینگ محبوبیت فراوانی دارد. همچنین تشخیص عیوب جوش ، نسبت به سایر کاربردهای تست جوش ut با توجه به پیامدهای ناشی از مناسب نبودن جوش و هزینه های نسبتا پایین تست ut جوش بسیار متداول است. تست التراسونیک جوش یکی از تست های غیر مخرب می باشد که عمدتا جهت تشخیص عیوب داخلی جوش نظیر ناپیوستگی ، ارزیابی ضخامت و نقشه برداری خوردگی استفاده می شود.
روش های تست التراسونیک جوش (UT)
اساس روش تست ut جوش بر این اصل استوار است که قسمتی از موج التراسونیک پس از عبور از محیط اول و برخورد به مرز مشترک دو محیط می تواند وارد محیط دوم شود و بخشی هم در همان محیط اول انعکاس یابد. به این ترتیب هر نوع عیب و ناهمگنی موجود در قطعه جوش به علت داشتن مقاومت ظاهری متفاوت با محیط قطعه جوش (محیط اول)، محیط دوم محسوب می شود که می تواند موجب عبور بخشی از موج و بازتاب از آن شود. به طور کلی تست جوش ut بر حسب این که موج صوتی از محیط قطعه جوش عبور کرده و یا بخشی بازتاب یافته، به چندین روش تقسیم می شود.

تست جوش ut - روش عبوری
در روش عبوری تست ut جوش از دو دستگاه فرستنده و گیرنده موج ، یکی به عنوان فرستنده موج صوتی در یک طرف قطعه جوش و دیگری به عنوان گیرنده موج در طرف مقابل آن استفاده می شود. در این روش فرستنده موج توسط دستگاه فرستنده به طور ضربه ای (پالسی) و یا پیوسته به داخل جوش مورد تست آلتراسونیک فرستاده می شود. کمیتی که در این روش اندازه گیری می شود، دامنه شدت و یا فشار موج صوتی عبور کرده از قطعه جوش است.
وجود هر گونه عیب یا ناهمگنی در قطعه جوش بین دستگاه فرستنده و گیرنده سبب می شود که شدت موج التراسونیک در نتیجه بازتاب جزئی یا کلی موج کاهش یابد و یا به صفر برسد. البته در روش عبوری تست ut جوش ، موقعیت عیب را با یک مرحله تست نمی توان شناسایی کرد. قابل توجه است که قبل از انجام تست التراسونیک جوش ، سطح قطعه جوش باید کاملا عاری از پوسته های اکسیدی باشد.

دقت تست ut به حساسیت یا دقت دستگاه شدت یا فشار سنج بستگی دارد. موضوع دیگری که در تست التراسونیک جوش وجود دارد، وجود دو مرز انتقال بین سطح قطعه جوش با دستگاه های فرستنده و گیرنده موج و جفت شدگی کامل آن ها است که باید مورد توجه قرار گیرد. روش عبوری تست ut جوش عمدتا برای بررسی قطعات با ضخامت کم مانند انواع ورق ها و تسمه ها، برای بررسی ساختار میکروسکوپی و همچنین برای بررسی گرافیت در چدن خاکستری و نحوه پراکندگی آن ها در قطعه جوش به کار می رود.
معایب روش عبوری تست ut
- در روش عبوری تست ut جوش دو کاوشگر (یکی به عنوان فرستنده و دیگری گیرنده) مورد نیاز است. به این ترتیب هر دو طرف قطعه جوش لازم است قابل دسترسی باشد.
- دو سطح قطعه جوش باید موازی باشند، در غیر این صورت نتایج تست التراسونیک می تواند دچار مشکل شود.
- چنانچه بررسی فقط از دو سطح مقابل قطعه جوش انجام گیرد، موقعیت عیب قابل تشخیص نیست.
تست ut جوش - روش انعکاسی
در روش موج صوتی ضربه ای یا روش انعکاسی تست التراسونیک جوش از موج صوتی بازتاب برای بررسی قطعه جوش و شناسایی عیب استفاده می شود. در این روش موج فراصوتی به صورت ضربه ای (پالسی) کوتاه مدت (از ۱ تا ۱۰ میکروثانیه) از طریق دستگاه فرستنده که به عنوان دستگاه گیرنده هم عمل می کند، به داخل قطعه مورد تست آلتراسونیک ، ارسال می شود.
در آزمایش التراسونیک جوش (UT) اگر سطح مرزی عیب عمود بر جهت انتشار موج صوتی باشد، موج بازتاب در همان امتداد به مبدا خود بازگشته و توسط همان دستگاه فرستنده که اکنون به عنوان گیرنده عمل می کند، گرفته شده و به پالس الکتریکی تبدیل می شود. در اینجا دستگاه مبدل موج صوتی در دوره تناوب های سریع و معینی به عنوان فرستنده و گیرنده عمل می کند. ضمنا برای انتقال پالس های امواج صوتی به داخل قطعه جوش از لایه بسیار نازک روغنی (مانند گلیسیرین) استفاده می شود. به کمک یک دستگاه اسیلوسکوپ می توان شدت یا فشار پالس های ورودی و برگشتی امواج فراصوتی را در تست ut جوش نمایان ساخت.

فواصل زمانی ارسال موج به داخل قطعه جوش در روش انعکاسی تست جوش ut باید به گونه ای باشد که موج در حال ورود به داخل قطعه جوش با موج بازتاب برخورد نکند. از طرفی تمامی انرژی موج صوتی منعکس شده به انرژی الکتریکی تبدیل نمی شود. بلکه بخشی از آن به انرژی الکتریکی تبدیل می شود و بخش دیگر در مرز مشترک بین قطعه جوش و ماده واسط، مانند روغن ، مجددا منکعس می گردد. به این ترتیب چندین پالس به دنبال هم قابل دریافت است.
حساسیت روش انعکاسی تست ut جوش به فواصل زمانی پالس های صوتی بستگی دارد. اگر ضخامت قطعه جوش مورد تست آلتراسونیک بسیار کم باشد، لازم است فاصله بین پالس اول و دوم بسیار کوتاه مدت باشد، در غیر این صورت تشخیص پالس ناشی از عیب یا ناهمگنی، ممکن نیست.
مزایای روش انعکاسی تست التراسونیک جوش (UT)
- محل نقص جوش، دقیقا شناسایی خواهد شد.
- برای تست ut به روش انعکاسی در دسترس بودن یک سمت قطعه جوش کافی خواهد بود.

تست ut - روش غوطه وری
در روش غوطه وری تست ut جوش قطعه جوش مورد بررسی و کاوشگر به طور کامل در مخزنی از مایع (معمولا آب) غوطه ور می شود. معمولا مناسب تر است که موج صوتی از فاصله ای بیش از ضخامت قطعه جوش به داخل آن ارسال شود تا از تداخل امواج بازتاب در محدوده تست آلتراسونیک جلوگیری شود. این فاصله باید به گونه ای انتخاب شود که زمان عبور موج صوتی در مایع بیش از زمان عبور موج در قطعه جوش باشد. در این صورت فاصله ای که موج صوتی در مایع طی می کند بزرگتر و یا حداقل برابر با مسافتی است که در قطعه جوش طی می کند.

تست آلتراسونیک جوش - روش فواره ای
روش فواره ای تست التراسونیک جوش به این شکل است که در آن آب توسط افشانکی به قطعه جوش پاشیده می شود و کاوشگر در داخل آب قرار می گیرد. به کمک روش فواره ای تست ut جوش ، قطعات با طول زیاد، که به راحتی در مخزن حاوی مایع غوطه ور نمی شوند را نیز می توان بررسی نمود. روش فواره ای تست جوش ut برای بررسی قطعات دارای سطوح ناصاف و زبر نیز به کار می رود.

تست جوش ut - روش چرخ لاستیکی
در روش چرخ لاستیکی تست التراسونیک جوش ، کاوشگر در مرکز چرخ لاستیکی پر از آب، که می تواند حول محورش بچرخد، قرار می گیرد. حرکت چرخ لاستیکی به گونه ای است که همواره در تماس کامل با سطح قطعه جوش مورد تست می باشد. نقص روش چرخ لاستیکی تست جوش UT این است که مقداری از انرژی صوتی در سطوح مرزی بین محیط های گوناگون (مایع ، قطعه جوش ، کاوشگر و مایع) از بین می رود. در این روش تست جوش UT می توان از چندین کاوشگر به طور همزمان در جهات مختلف استفاده کرد.

روش تست پیشرفته التراسونیک جوش Phased array
تست التراسونیک جوش Phased array، روش جدیدتر و بهینه تر آزمایش التراسونیک جوش سنتی است و علت پیدایش آن اقتصادی تر بودن بازرسی قطعات با کاهش زمان بازرسی است. روش متداول التراسونیک نیازمند حرکت چندین باره فرستنده بر روی سطح قطعه جوش مورد ارزیابی است، که همین موضوع سبب زمانبر شدن تست جوش و کاهش سرعت تست ut جوش است. در سیستم التراسونیک معمولی هر پراب دارای یک زاویه خاص می باشد که همین موضوع سبب می شود زمان تست آلتراسونیک در مقایسه با phased array که تنها یک پراب دارد بیشتر باشد و راندمان کلی کاهش یابد.

در روش تست جوش phased array با یک بار اسکن سطح قطعه جوش می توان به همان نتایجی که در روش التراسونیک معمولی نیازمند حرکت چندباره پراب بر روی سطح قطعه جوش است، دست یافت. از مهم ترین معایب تست ut معمولی این است که قدرت تشخیص ترک های هم راستا امواج صوت را ندارد و این مشکل اساسی تا حد زیادی توسط روش تست پیشرفته التراسونیک phased array حل شده است.
همانطور که گفته شد، سرعت تست در روش phased array بطور قابل ملاحضه، نسبت به روش تست آلتراسونیک معمولی بیشتر است. به عنوان مثال برای بازرسی هر متر اتصال جوش با روش التراسونیک معمولی نیاز به ۲۰ دقیقه زمان است در حالیکه با روش phased array بازرسی هر متر اتصال جوش کمتر از ۳۰ ثانیه به طول می انجامد.
مزایا تست ut
تست جوش ut ، قدرت نفوذ بسیار بالاتری نسبت به تست رادیوگرافی داشته و گاها قادر به شناسایی عیوب تا عمق ۵ متر در فولاد است. همچنین حساسیت این روش در آشکار سازی عیوب صفحه ای و بحرانی نظیر ترک ها، LOF و Lamination بیش تر از RT می باشد.
در تست ut جوش ، زمان رفت و برگشت این امواج، مهم می باشد. زیرا می توان ضخامت قطعه جوش را تعیین کرد. به علت این که تمام یا بخشی از امواج در برخورد با عیب جوش منعکس می شوند، اگر کوچک ترین عیبی در مسیر عبور امواج وجود داشته باشد، با تست التراسونیک جوش UT قابل شناسایی است.
همچنین از دیگر مزایای آزمایش التراسونیک جوش می توان به موارد زیر اشاره نمود:
- تشخیص عیوب سطحی و زیر سطحی جوش
- ضخامت سنجی جوش به منظور بررسی میزان خوردگی ، سایش و …
- اندازه گیری خواص جوش از جمله سرعت صوت در جوش ، مدول الاستیک و …
- تشخیص عیوبی با حداقل انداره ۰.۱ میلی متر
معایب تست جوش UT
- یکی از محدودیت های تست آلتراسونیک این است که چه در انجام دادن بازرسی جوش بر روی سازه ها و چه در تفسیر و خواندن اطلاعات دریافتی، نیازمند تخصص و مهارت بالایی است.
- در تست ut جوش ، قطعات بسیار کوچک ، نازک و ناهموار به سختی قابل تست شدن هستند و اگر ناپیوستگی و عیب، کوچک و بسیار نزدیک به سطح باشد ممکن است تشخیص داده نشود.

اساس تست التراسونیک جوش
محدوده شنوایی انسان، امواج صوتی با فرکانس بین ۲۰ هرتز تا ۲۰ کیلوهرتز بوده و این در صورتی است که فرکانس مورد استفاده در تست فلزات، سرامیک ها، شیشه، کامپوزیت و دیگر مواد مهندسی، به روش التراسونیک بین ۵ تا ۲۵ مگاهرتز می باشد. در تست ut جوش ، امواج فراصوتی توسط یک ترنسدیوسر (مولد صوتی) وارد قطعه جوش تحت تست شده و در صورت برخورد عمود با ناپیوستگی های داخلی ، بخشی از انرژی آن به سمت مولد صوتی بازتاب می گردد.
امواج بازتاب شده، توسط مولد صوتی دریافت شده و به پالس های الکتریکی تبدیل می گردد و نهایتا بر روی صفحه نمایش A-Scan ، یک سیگنال عمودی ظاهر می گردد. اپراتور با توجه به موقعیت سیگنال بر روی محور افقی صفحه ، ارتفاع و شکل ظاهری به اطلاعات مختلفی از جمله مکان ، عمق ، نوع و ابعاد ناپیوستگی پی می برد. لازم به ذکر است که در تست آلتراسونیک فرکانس های پایین تر دارای قدرت نفوذ بیشتر اما حساسیت کمتری هستند در حالی که فرکانس های بالاتر به عمق نفوذ می کنند اما می تواند نشانه های کوچکتر را تشخیص دهد.

روش های بازرسی تست ut
در بازرسی جوش UT قسمتی از موج التراسونیک پس از عبور از محیط اول و برخورد به مرز مشترک دو محیط می تواند وارد محیط دوم شود و بخشی نیز در همان محیط اول انعکاس یابد. به این ترتیب هر نوع عیب و ناهمگنی موجود در قطعه جوش به علت داشتن مقاومت ظاهری متفاوت با محیط قطعه جوش (محیط اول)، محیط دوم محسوب می شود که می تواند موجب عبور بخشی از موج و بازتاب از آن شود. به طور کلی تست ut برحسب این که موج صوتی از محیط قطعه عبور کرده و یا بخشی بازتاب یافته، به چندین روش نظیر روش عبوری ، روش غوطه وری ، روش فواره ای ، روش چرخ لاستیکی و روش پیشرفته تقسیم می شود.
آزمایشگاه های تست جوش ut
حدود صلاحیت و ظرفیت اشتغال به کار آزمایشگاه های مختلف جوش بر اساس پایه پروانه اشتغال به کار اعضای هیات مدیره و شاغلین تعیین می شود. پروانه اشتغال آزمایشگاه های تست ut به صورت پایه سه ، دو ، یک و ارشد صادر می گردد.
