


تست جوش
تست جوش اسکلت فلزی جهت دست یابی به یک جوش ایده آل و با خواص مکانیکی و مهندسی مورد انتظار، لازم است مورد توجه قرار گیرد. از شروع برقراری اولین قوس تا انتهای عملیات جوشکاری بر اساس آیین نامه هایی نظیر آیین نامه انجمن جوش امریکا ، آیین نامه سازمان نظام مهندسی ایران و ... بازرسی ، کنترل و تست جوش اسکلت فلزی لازم است صورت پذیرد. در این بخش انواع تست جوشکاری و قیمت آن ها در قالب دو گروه مجزا تحت عنوان تست جوش مورد تایید (تست جوش مورد تایید شهرداری و نظام مهندسی) و تست غیر مخرب جوش (بازرسی چشمی جوش ، تست بازرسی مایعات نافذ جوش ، تست ذرات مغناطیسی جوش ، تست التراسونیک جوش ، تست رادیوگرافی جوش ، تست متالوگرافی جوش و ...) نشان داده شده است. در این بخش لیست آزمایشگاه ها و مراکز بازرسی جوش مورد تایید نظام مهندسی به همراه تعرفه تست جوش نظام مهندسی و بازرسی جوش نشان داده شده و امکان مقایسه قیمت فراهم شده است.
هدف از انجام تست غیر مخرب جوش (NDT) شرح دادن عیوب واقع در جوش ، فلز پایه و منطقه متاثر از حرارت ، می باشد.

از تست های غیر مخرب زیادی جهت سنجش کیفیت جوش استفاده می شود که از رایج ترین آن ها می توان به تست غیر مخرب VT ، تست غیر مخرب PT ، تست غیر مخرب MT ، تست جوش UT ، تست غیر مخرب RT ، تست غیر مخرب ET ، تست جوشکاری PA و تست غیر مخرب TOFD اشاره کرد.
تست غیر مخرب جوش VT
تست غیر مخرب VT محبوب ترین و پر کاربرد ترین تکنیک بازرسی غیر مخرب است. بازرسی چشمی جوش ، روشی برای شناسایی نواقص و معایب سطحی می باشد. بدین گونه می تواند به عنوان تکنیک فوق العاده کنترل، برای کمک به شناسایی مسائل و مشکلات ساختمان پس از ساخت بکار گرفته شود.
اهمیت تست جوش VT
اهمیت تست غیر مخرب جوش VT در این است که کشف و تعمیر این عیوب در زمان کوتاه، کاهش هزینه قابل توجهی را در بر خواهد داشت. به طوری که عمدتا بسیاری از عیوبی که بعدها با روش های تست پیشرفته تری شناسایی می شوند، با تست جوش VT قبل، حین و پس از جوشکاری به راحتی قابل تشخیص می باشند.
تست جوش اسکلت فلزی VT ، پس از جوشکاری در ارزیابی کیفیت بسیار مفید است، چراکه همانطور که جوشکاری پیش می رود، نقص های سطح مانند ترک ، تخلخل و حفره های پر نشده، توسط تست چشمی جوش (VT) شناسایی شده و منجر به لحاظ تعمیرات یا عدم قبولی کار می گردد.
دقت شود در تست جوش اسکلت فلزی VT به جهت این که بازرسی از معایب امکان پذیر باشد، سطح جوش لازم است عاری از هر گونه آلودگی باشد. یک ذره بین x 10 در تشخیص خوب شکاف ها و سایر خطاها مفید است. همچنین گاها از یک بورسكوپ و آینه دندانپزشکی برای بازرسی داخل مجاری، لوله یا فضاهای محدود استفاده می گردد.
همچنین با یک تست جوش VT ساده می توان عیوب سطحی درشت را شناسایی نموده و بلافاصله قطعه را رد کرد. در این شرایط دیگر نیازی به انجام سایر تست های پر هزینه و پیچیده نیست. در نتیجه با تست جوش اسکلت فلزی VT می توان در وقت و هزینه ، صرفه جویی قابل توجهی انجام داد.
از طرفی با وجود پیشرفت های زیاد که در زمینه ابزار های کمکی بازرسی جوش ، صورت گرفته است، هنوز هیچ وسیله الکترونیکی و رایانه ای که بتواند توان رقابت با مغز انسان را داشته باشد، اختراع نشده است.

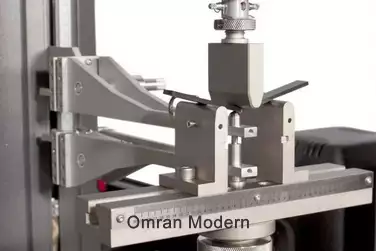
در تست جوش اسکلت فلزی VT ، جوش های تکمیل شده باید مطابق برنامه ها و مشخصات، مورد بررسی قرار گیرند. متداول ترین جوش هایی که در این زمینه لازم است مورد بررسی قرار گیرند، جوش های نواری هستند. جوش های نواری بر اساس طول ساق جوش طراحی می شوند. اگر طول ساق جوش کمتر از ابعاد مشخص شده باشد، نیروی لازم کمتر از آن مقداری است که اتصال برای آن طراحی شده است.
جزئیات قابل بررسی در طول جوشکاری
در تست غیر مخرب جوش VT نکاتی که لازم است قبل از جوشکاری مورد توجه بازرس جوش و جوشکار قرار بگیرد به شرح ذیل است:
- موادی که باید جوش داده شوند و استاندارد های مرتبط (…,ASTM,ASME)
- گواهینامه صلاحیت جوشکار ، نقشه ها و اسناد مربوطه
- تجهیزات جوشکار و الکترودها
- آماده سازی لبه جوش و زوایای صحیح
جزئیات قابل بررسی در طول جوشکاری
در تست جوش اسکلت فلزی VT نکاتی که لازم است در طول جوشکاری مورد توجه بازرس جوش و جوشکار قرار بگیرد به شرح ذیل است:
- درجه حرارت جوش
- تمیز کردن ، تراشیدن ، سنگ زنی یا رویه برداری جوش
- نقص های ساختاری و ناپیوستگی جوش
جزئیات قابل بررسی پس از جوشکاری
در تست غیر مخرب جوش VT نکاتی که لازم است پس از جوشکاری مورد توجه بازرس جوش و جوشکار قرار بگیرد به شرح ذیل است:
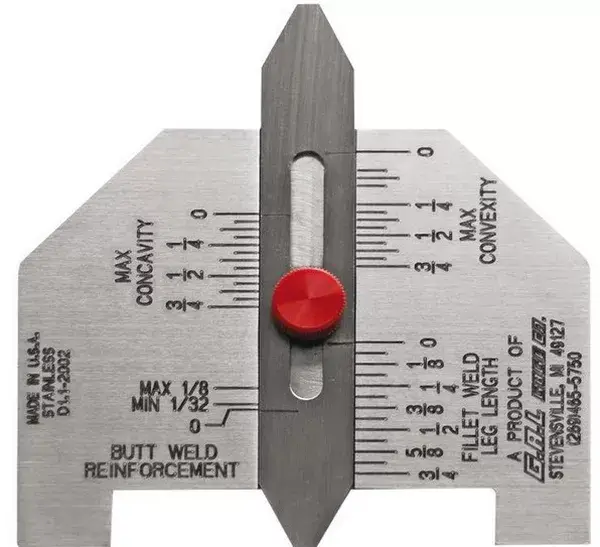
- درستی ابعاد جوشكاری (با استفاده از خط کش یا ابزار اندازه گیری نوار جوش)
- سازگاری جوش با طراحی و الزامات روش استفاده شده
- پذیرش جوش با توجه به ظاهر و کیفیت ساخت
- وجود هرگونه حفره پر نشده ، تخریب ، ترک و روی هم افتادگی در جوش

مزایا تست جوش اسکلت فلزی VT
از مزایای بازرسی چشمی جوش (VT) ، می توان به ارزان بودن و نیاز نداشتن به دستگاه های پیچیده برای انجام آن اشاره نمود.
محدودیت تست غیر مخرب جوش VT
از محدودیت های تست جوش اسکلت فلزی VT این است که با چشم غیر مسلح فقط می توان نقص های نسبتا بزرگ را مشاهده نمود و نقص ها و عیب های بسیار كوچک قابل تشخیص نیستند. البته با استفاده از ابزارهایی مانند ذره بین و میكروسكوپ دقت تشخیص عیوب در تست جوش VT افزایش می یابد. از طرف دیگر كسی كه بازرسی چشمی جوش را انجام می دهد، لازم است دارای سابقه و تخصص كامل در این زمینه كاری باشد تا بتواند بازرسی صحیح و قابل اعتمادی را انجام دهد.
تست جوش PT
تست جوش PT برای بررسی مواد غیر متخلخل جوش استفاده می شود. تست غیر مخرب جوش PT می تواند محل انواع مختلفی از ترک های مرتبط با شکاف جوشکاری ، سنگ زنی ، تخلخل یا عدم اتصال بین فلزات را مشخص کند. تجهیزات مورد استفاده در بازرسی جوش PT که قابل حمل هستند، شامل قوطی های آئروسل پاک کننده ، رنگ و یک ظاهر کننده است.
تست جوش PT با توجه به تجهیزات مورد استفاده در مرحله تمیزکاری سطح جوش ، مایع نافذ و همچنین آشکارساز می تواند هزینه های متفاوتی داشته باشد اما به طور کلی در مقایسه با سایر روش های غیر مخرب بازرسی جوش ، کم هزینه بودن انجام آن از مزایای تست جوش اسکلت فلزی PT است
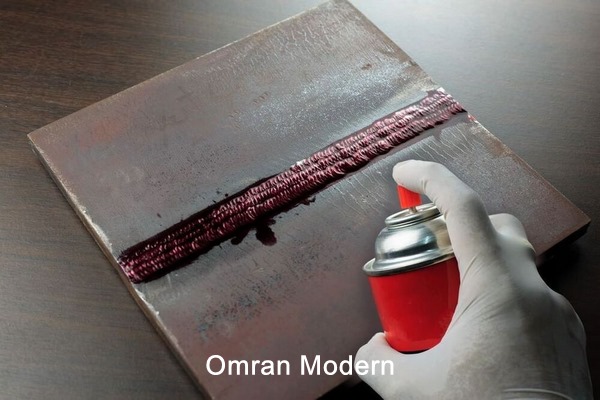
روش انجام تست غیر مخرب جوش PT
در تست جوش PT ، سطح یک ماده با فیلمی از مایع نفوذ کننده پوشش داده می شود. مایع می تواند به هر شکافی بر روی سطح نفوذ کند. سپس یک ظاهر کننده که نفوذ کننده را از ناپیوستگی به سطح بیرون می کشد، به کار برده شده تا بازرس بتواند شکاف را مشاهده کند.

مزایا تست جوش PT
- تست جوش PT حساسیت بالایی نسبت به ناپیوستگی های کوچک سطحی دارد.
- در بازرسی جوش PT مناطق و حجم های بزرگی از قطعه می توانند به سرعت و با قیمت کم بازرسی شوند.
- در تست جوشکاری PT مناطقی با اشکال هندسی پیچیده به طریق عادی بازرسی می شوند.
- در تست غیر مخرب PT نشانه ها به طور مستقیم بر روی سطح یک بخش تولید می شوند و یک نمایش بصری از عیب را نمایان می کنند.
- در تست جوش PT مواد نفوذکننده و تجهیزات مربوطه، نسبتا کم هزینه است.
تست جوش اسکلت فلزی MT
بازرسی جوش MT یک روش غیر مخرب برای آشکار سازی ترک ها، درز ها، شکاف ها، تخلخل، عدم هم جوشی و نقایص مشابه در مواد فرومغناطیسی مانند فولاد و برخی از آلیاژهای فولاد ضد زنگ است.
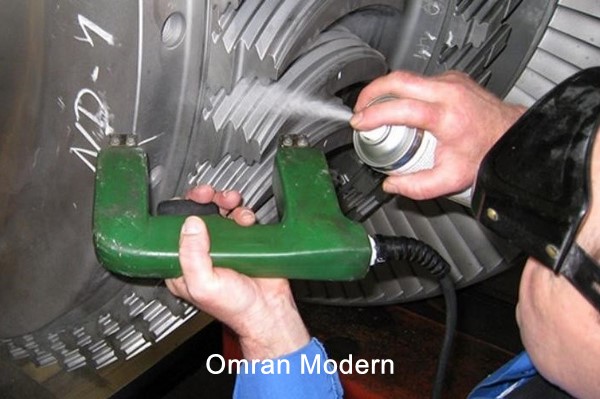
روش انجام تست غیر مخرب جوش MT
در تست جوش MT ، بخشی که باید مورد بازرسی قرار گیرد، با عبور یک جریان الکتریکی با ولتاژ پایین و آمپراژ بالا و یا با قرار گرفتن در یک میدان مغناطیسی ، مغناطیسی شده و قطب های الکتریکی در انتهای نقص ها شکل می گیرند. ذرات ریز مغناطیسی متصل به سطح قطعه، به این قطب های الکتریکی جذب می شوند. سپس غلظت ذرات دیده می شود و نقص مکان یابی می گردد.

ذرات مغناطیسی به کار رفته برای جوش می تواند به صورت یک پودر خشک یا به عنوان یک سوسپانسیون در روغن سبک باشد. ذرات مورد استفاده در تست جوش MT ، ذرات اکسید آهن با اندازه ، شکل ، نفوذ پذیری مغناطیسی و قدرت نگهداری مناسب می باشند.
همچنین برخلاف روش مایع نافذ ، ذرات مغناطیسی قادر به شناسایی عیوب زیر سطحی تا عمق تقریبا ۶.۳۵ میلی متر است. بنابراین هزینه تست جوش MT در مقایسه با کاربرد و مزایای آن به نسبت سایر تست های غیر مخرب جوش بسیار اقتصادی است.
ذرات مغناطیسی خشک در تست غیر مخرب MT
ذرات مغناطیسی خشک در تست جوش اسکلت فلزی MT شامل ذرات معلق در یک روغن نفت سبک یا نفت سفید می باشد. ویژگی هر ذره مغناطیسی، نگهداری یا حفظ یک میدان مغناطیسی پس از برداشتن جریان مغناطیسی است.
ذرات مغناطیسی مرطوب در تست جوشکاری اسکلت فلزی MT
ذرات مغناطیسی مرطوب در تست غیر مخرب MT از طریق تغلیظ یا سوسپانسیون ذرات مغناطیسی خشک فراهم می شود. روش مرطوب برای بازرسی ناپیوستگی های بسیار کوچک حساسیت بیشتری دارد.

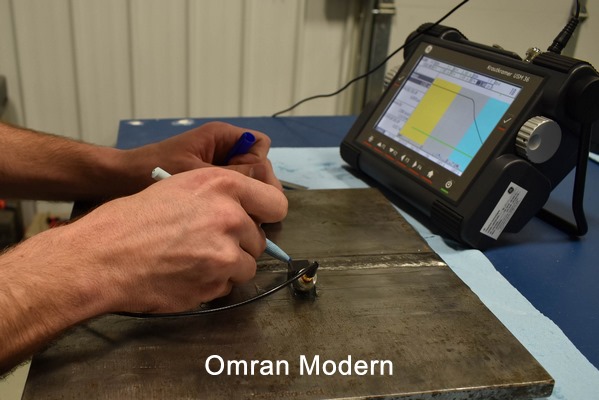
تست غیر مخرب جوش UT
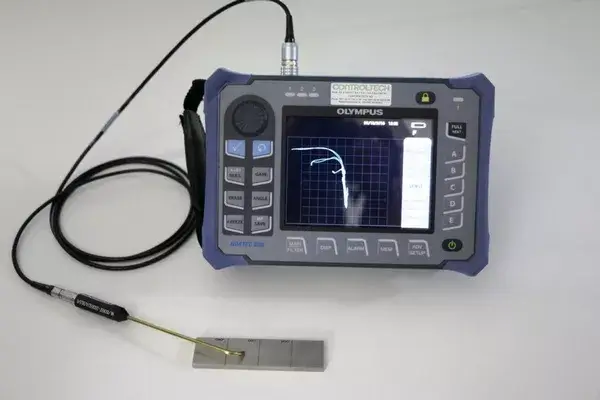
تست التراسونیک جوش (UT) یک موجی از انرژی با فرکانس بالای ۲۰۰۰۰ هرتز است. موج التراسونیک توسط یک مبدل پیزوالکتریک که در تماس با نمونه است، به ماده وارد می شود. التراسوند وارد نمونه شده و هنگامی که با یک رابط که می تواند یک نقص یا سطح پشتی ماده باشد، برخورد کند، به طرف مبدل منعکس می شود. از طرفی بازرسی التراسونیک در هر نوع اتصال جوش ، هر دو نقص داخلی و سطحی را تشخیص می دهد.
به عبارتی تست جوش اسکلت فلزی PT ، نقص هایی مانند خاکستر های گیر افتاده، تخلخل ، عدم هم جوشی ، عدم نفوذ (نقص های ریشه)و ترک های طولی و عرضی را شناسایی می کند
به طور کلی تست جوش UT به دلیل قدرت نفوذ بالای امواج فراصوتی ، حساسیت بالای تجهیزات مربوط به آن، هزینه های نسبتا پایین و سرعت عمل مناسب در کنترل کیفیت محصولات فرآیند های تولید مانند ریخته گری ، نورد و فورجینگ دارای محبوبیت فروان است. همچنین تشخیص عیوب جوش ، نسبت به سایر کاربردهای تست جوش UT با توجه به پیامدهای ناشی از مناسب نبودن جوش و هزینه های نسبتا پایین تست جوش اسکلت فلزی بسیار متداول است.

تست جوش RT
تست غیر مخرب جوش RT یک روش بازرسی غیر مخرب ، شامل عکس برداری از وضعیت داخلی جوش است. این تصویر با هدایت یک پرتو تابش با طول موج کوتاه (پرتوهای اشعه ایکس یا پرتو گاما) از میان ماده ای که در برابر نور معمولی کدر است، ایجاد می شود.
اشعه های گاما که از این ایزوتوپ ها منتشر می شود شبیه به اشعه ایکس می باشد، با این تفاوت که معمولا دارای طول موج کوتاه تری است. اشعه گاما نسبت به اشعه ایکس با همان قدرت، به عمق بیشتری نفوذ می کند؛ با این حال، زمان پرتودهی به دلیل شدت پایین، به طور قابل توجهی طولانی تر است.

این تابش در تست غیر مخرب جوش RT ، فیلمی را نشان می دهد که در طرف مخالف ماده قرار گرفته است. هنگامی که فیلم ظاهر می شود، حضور یا عدم حضور نقص های داخلی را نشان می دهد. لذا در تست جوش RT انواع مختلف نقص های داخلی و شکاف ها مانند ترک ، تخلخل ، عدم هم جوشی و خاکستر به دام افتاده، می توانند نشان داده شوند.
به عبارتی تست جوش اسکلت فلزی RT با استفاده از قدرت نفوذ تشعشع ، داخل یک ماده را نمایان می سازد. تشعشع از یک منبع از میان یک شی عبور می کند و باعث ایجاد تغییر در امولسیون فیلم ، هنگام ظهور آن می شود. چراکه یک حفره ، مانند منفذی در داخل جوش ، به فلز اجازه عبور تشعشع کم تری می دهد، به طوری که مقدار جذب شده توسط جوش در منطقه معیوب متفاوت است. این تغییرات در یک فیلم حساس به تابش ثبت شده و یک تصویر حاکی از وجود نقص را ارائه می دهد.

محدودیت تست غیر مخرب جوش RT
محدودیت های تست غیر مخرب جوش RT شامل هزینه های اولیه بالا، خطرات تابش و نیاز به تکنسین های آموزش دیده جهت آگاهی از نقص های مشخص است چراکه اگر جهت گیری نادرست باشد، نقص ها در فیلم ضبط نخواهند شد. همچنین تکنیک نامناسب می تواند منجر به حساسیت ضعیف ، علائم بی ربط یا مشکلات دیگر شود.
تست جوش اسکلت فلزی ET
تست جریان چرخشی الکترومغناطیسی را برای تشخیص نقص در مواد رسانا استفاده می کنند. یک سیم پیچ دایره ای که جریان را حمل می کند در نزدیکی نمونه (رسانای الکتریکی) قرار گرفته است. جریان متناوب در سیم پیچ ، میدان مغناطیسی متغیری ایجاد می کند که با نمونه برهم کنش داشته و جریان چرخشی را تولید می کند.
در واقع هنگامی که جریان متناوب به یک هادی مانند سیم مسی اعمال می شود، میدان مغناطیسی در داخل و اطراف آن ایجاد می شود. تغییرات در هدایت الکتریکی یا نفوذ پذیری مغناطیسی نمونه و یا وجود هر گونه اختلال موجب تغییر در جریان چرخشی و تغییر متناظر در فاز و دامنه جریان اندازه گیری شده می شود.
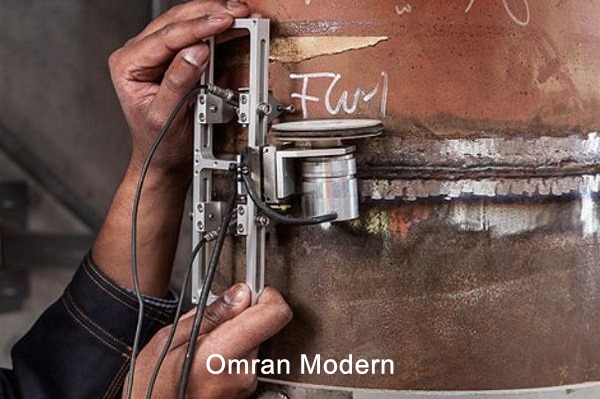
تست جوش اسکلت فلزی PA
آرایه فازی التراسونیک یک روش پیشرفته تست التراسونیک می باشد که دارای کاربردهایی در زمینه تصویربرداری پزشکی و تست غیر مخرب جوش است. کاربرد رایج تست التراسونیک آرایه فازی (PA) ، پیدا کردن عیوب مواد ساخته شده مانند جوش می باشد. پروب های المنت منفرد که به صورت فنی به عنوان پروب های یکپارچه شناخته می شوند، یک پرتو را در مسیر ثابت منتشر می کند.
برای تست یا تحقیق درباره حجم زیادی از مواد، یک پروب معمولی در حالت کلی باید به صورت فیزیکی چرخانده شود یا برای عبور اشعه از میان منطقه مورد نظر، حرکت داده شود. البته پرتو ، قابل کنترل است، زیرا پروب آرایه فازی از المنت های کوچک چندگانه تشکیل شده است. هرکدام از این پروب ها می توانند به طور مجزا در یک زمان گیری محاسبه شده کامپیوتری ، پالس ایجاد کنند.
تست جوش TOFD
تست زمان پراش جوش (TOFD) در اصل برای اندازه گیری نقص های جوشکاری که با دیگر روش های التراسونیک شناسایی نشده، در نظر گرفته شده است.
تست جوش اسکلت فلزی TOFD در ابتدا در آلمان مورد استفاده قرار گرفته شد. علاوه بر این، سادگی اسکن ، کاربرد در بسیاری از اجزای مختلف را از جمله هندسه های پیچیده مانند نازل ها و گره ها را ممکن می سازد.

هزینه تست جوش
مبحث جوش از مهمترین مباحث موجود در زمینه ساختمان سازی می باشد. عدم اگاهی از اجرای صحیح جوش در اتصالات می تواند عامل ضعف سازه اجرا شده به حساب آید. بنابراین استفاده از افراد مجرب و کاردان در زمینه جوشکاری های ساده و پیشرفته می تواند باعث به وجود آمدن خسارات کمتری در مواقع حادثه گردد. در نتیجه انجام دادن تست های مختلف بر روی جوش در ساختمان ها به ویژه در سازه های با اهمیت، می تواند امنیت سازه موجود را افزایش دهد، لذا هزینه تست غیر مخرب جوش در مقایسه با اهمیت آن بسیار ناچیز می باشد. تعرفه تست جوش نظام مهندسی هر ساله مشخص می گردد و عموما دارای افزایش قیمت نسبت به سال های پیشین خود است.
